Eine Fabrikhalle in Wolfsburg, mittendrin ein quadratisches Areal, gut 15 mal 15 Meter groß. Milchglas und übermannshohe graue Wände bannen die Blicke Unbefugter. Die Eingangstür trägt die Aufschrift VSC. Dahinter verbirgt sich der geheimste Ort des Volkswagen-Konzerns.
Wer zu dem erlesenen Kreis von Managern gehört, die Zutritt zum VSC haben, dem sogenannten Vorseriencenter, sieht sofort, worauf es hier ankommt. Ein großer Zeitstrahl, unterteilt in 48 Monatsabschnitte, zieht sich entlang der Wände. Daran aufgehängt sind Schilder mit der Beschreibung von Autos, die innerhalb der nächsten vier Jahre in Serie gehen sollen – Fahrzeuge, von denen Wettbewerber und die Öffentlichkeit womöglich noch nie gehört haben.
Der abgeschirmte Raum am Sitz des Volkswagen-Konzerns ist ein Ort brutaler Entscheidungen. Ob ein neuer Billigwagen für Indien, ein künftiges Hybridauto von Audi oder die nächste Luxuskarosse von Bugatti – im VSC muss jeder verantwortliche Manager aus aller Welt regelmäßig zum Rapport antreten. Wer auf dem Zahlenstrahl in Verzug gerät, steht unübersehbar am Pranger.
Das VSC steht für den Volkswagen-Konzern der Zukunft, den Vorstandschef Martin Winterkorn und Aufsichtsratschef Ferdinand Piëch derzeit schmieden. Sie wollen bis 2018 das 75 Jahre alte Unternehmen in die effizienteste und angriffslustigste Automaschine der Welt verwandeln. Ihr Rezept heißt totale Gleichschaltung: einheitliche Teile in allen Autos, einheitliche Produktionstechnik in den Fabriken, einheitliche Ausbildung. Alle Fäden dieser einzigartigen Generalmobilmachung in der Autoindustrie laufen hier, im VSC, zusammen.
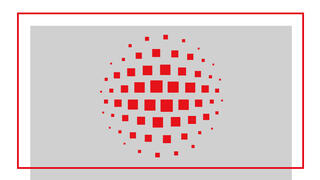
So will VW seine Töchter im neuen System auf Linie bringen
Beispiel: Kilmaanlagen
Bisher: 102 Varianten in 20 Modellen
Neu: 28 Varianten
- einfachere Entwicklung von Fahrzeugen
- verbesserte Qualitätskontrolle der verwendeten Teile
- günstigere Einkaufspreise durch höhere Stückzahlen
Beispiel: Fixierung des Motors
Bisher: 309 Positionen
Neu: 36 Positionen
- einfachere Entwicklung
- schneller Montage
- Verwendung gleicher Montagemaschinen
- niedrigere Kosten für Montagemaschinen
- niedrigere Kosten auch für Modelle mit geringen Stückzahlen
Beispiel: Herstellung von Golf und Audi A3 in China
Bisher: Eine VW-Fabrik baut zwei Golf-Modelle, eine Audi-Fabrik zwei A3-Modelle
Neu: Im chinesischen Werk Foshan baut eine einzige Fabrik je zwei Golf- und A3-Modelle
- Autos aller Marken werden in mehreren Werken gebaut
- Schnellere Reaktion auf Nachfrageschwankungen
- bessere Auslastung von Werken
Beispiel: Lackierer-Werkstätten
Bisher: 90 Fabriken mit 90 individuellen Lackiermethoden
Neu: 90 Fabriken mit gleicher Lackiermethode und gleichen Lernwerkstätten
- gleich hohe Qualifikation der Arbeiter
- geringere Fehlerzahl
- schnellere Produktion
Auf diese Weise spart Volkswagen 1500 Euro pro Auto und verdoppelt damit seinen Gewinn.
Die Idee, unterschiedliche Automodelle etwa auf den gleichen Unterbau zu setzen oder mit gleichen Teilen zu bestücken, gibt es schon lange. Doch Volkswagen will das bisher teils Beiläufige zum unerschütterlichen Prinzip erheben. Im VSC sollen Vielfalt und Wildwuchs gnadenlos ausgemerzt, sämtliche Modelle vom Polo bis zum Porsche auf Konzernlinie gebürstet werden. Das VSC, sagt ein VW-Manager, sei der „Flaschenhals“, den auf lange Sicht jedes der über 200 unterschiedlichen Modelle und Modellvarianten des Konzerns künftig wird passieren müssen. Das erste VW-Modell, das den Test bestand, ist der neue Golf, der vom kommenden Wochenende an bei den Händlern steht. Bis 2018 sollen sich die meisten übrigen Konzernmodelle einreihen.
Wie wichtig ist der neue Golf 7 für VW?
Schlüssel um Himmel
Was Piëch und Winterkorn vorhaben, kann den Wettbewerb in der Autoindustrie in bisher ungeahntem Maße anheizen. Denn durch das neue System sollen die Kosten pro Fahrzeug um mehr als 1500 Euro sinken. Gelingt den Wolfsburgern das Kunststück, können sie Erzrivalen wie Toyota, General Motors und Hyundai mit aggressiven Rabatten Marktanteile abjagen. Für Winterkorn ist die Strategie deshalb „der Schlüssel“ des VW-Konzerns für den Weg an die Branchenspitze. Für VW-Produktionschef Hubert Waltl ist es die „größte Herausforderung, die je ein Autohersteller zu meistern hatte“.
Volkswagen greift damit den bisherigen Effizienzweltmeister Toyota frontal an. So steht der Autoindustrie ein spektakulärer Zweikampf bevor, dessen Gewinner womöglich die Standards in der PS-Branche und darüber hinaus diktiert. Piëch und Winterkorn wagen nicht weniger als die dritte Revolution der Autoindustrie.
Revolutionen der Autoindustrie

Die erste Revolution hatte Anfang des 20. Jahrhunderts der US-Autofabrikant Henry Ford angestoßen, indem er die Fließbandproduktion einführte. Deren Siegeszug reichte so weit, dass Anhänger in Deutschland „Fortschritt“ fortan am liebsten mit „d“ in der Mitte geschrieben hätten. Ein halbes Jahrhundert später begann Toyota den Mythos durch sein Toyota Produktionssystem (TPS) abzulösen. Die berühmte amerikanische Denkfabrik Massachusetts Institute of Technology (MIT) in Boston kürte Toyota zur „Maschine, die die Welt veränderte“ und die eine „zweite Revolution der Autoindustrie“ ausgelöst habe.
Der Erfolg Toyotas beruhte auf schlanker Produktion (Lean Production). Ihre drei Prinzipien bestimmen bis heute weltweit die industrielle Fertigung: die Just-in-time-Produktion, bei der Teile ohne Lagerhaltung zum richtigen Zeitpunkt ans Band geliefert werden; Kaizen, die ständige Verbesserung der Produktion; und Jidoka, die frühzeitige Vermeidung von Fehlern.
Dagegen setzt VW nun eine Strategie, die das Toyota-System überholen soll. Im Kern geht es um vier Stoßrichtungen:
Künftig teilen sich nicht nur Fahrzeuge einer Klasse – etwa der VW Polo und der Skoda Fabia – den Unterbau und viele Komponenten. In jahrelanger Kleinarbeit haben VW-Manager Teile identifiziert, die sie in sämtliche Modelle und Marken einsetzen können. Das habe „eine Menge Kraft gekostet“, sagt VW-Chef Winterkorn: Jede Marke habe andere Anforderungen gehabt, jeder Fahrzeugentwickler eine Menge Sonderwünsche, die erst einmal unter einen Hut gebracht werden mussten.
Die ausgesuchten Teile wurden in sogenannten Baukästen zusammengefasst, aus denen sich Fahrzeugentwickler künftig bedienen können. Der neueste und wichtigste ist der sogenannte Modulare Querbaukasten (MQB), der gemeinsame Komponenten für sämtliche Modelle der Marke VW mit quer sitzendem Motor enthält. Erfunden wurde das Baukastenprinzip bei der Premiumtochter Audi, die einen Modularen Längsbaukasten für Modelle mit längs sitzendem Motor hat. Die Erfinder von damals sitzen heute in Schlüsselpositionen in Wolfsburg: Konzernchef Winterkorn, VW-Produktionschef Waltl und Konzern-Entwicklungsvorstand Ulrich Hackenberg. Mit dem Baukastenprinzip verringert VW die Komplexität in Entwicklung und Produktion. Durch den Bezug größerer Mengen pro Teil sinken die Kosten erheblich.
- Alle Fahrzeuge des Konzerns werden so konstruiert, dass sie mit den gleichen Maschinen gefertigt werden können. So kann VW große Mengen gleicher Produktionsmaschinen einkaufen und dadurch die Kosten drücken. „Kürzlich ging eine Bestellung von 5.000 gleichen Robotern der Marke Kuka raus“, sagt ein VW-Manager. „Das wäre früher undenkbar gewesen.“
- Pro Fließband will VW künftig vier verschiedene Modelle montieren, selbst von unterschiedlichen Konzernmarken. Damit entfallen Überstunden in jenen Fabriken, deren Fahrzeuge gerade besonders gefragt sind, und Leerläufe dort, wo der Absatz eines bestimmten Modells stockt. Kurzum: Die Flexibilität steigt drastisch.
Alle Produktionsarbeiter werden einheitlich ausgebildet. Nirgendwo will VW Qualitätseinbußen mehr hinnehmen, nur weil die Mitarbeiter den Konzernstandard verfehlen. Möglich wird die standardisierte Ausbildung durch einheitliche Technik.

Mit diesem Totalrevirement wollen sich Piëch und Winterkorn einen Ehrenplatz in der Industriegeschichte sichern. Im Konzern kursieren Präsentationen des neuen Produktionssystems, in denen Manager VW als die Krönung der bisherigen Evolution in der Autobranche preisen. Zuerst, so der Tenor, kam Ford, dann folgte Toyota und jetzt schlägt Volkswagen alle. Konsequent nennen die Wolfsburger ihre Strategie denn auch in Anlehnung an das TPS von Toyota „Volkswagen Produktionssystem“ – kurz: VPS.
Hang zur Transzendenz

VPS gegen TPS – die VW-Manager lassen keinen Zweifel daran, wer die Nase langfristig vorn haben wird. „Wir haben etwas Einzigartiges entwickelt, einen echten Vorsprung gegenüber dem Wettbewerb“, schwärmt Produktionschef Waltl. Von „Segnungen“ gar spricht die Konzernkommunikation.
Der Grund für den Hang zur Transzendenz in der Wortwahl sind die Kosteneinsparungen, die sich die Promotoren des neuen Systems erhoffen. Entwicklungsvorstand Hackenberg verspricht „bei den Materialkosten Einsparungen von 20 Prozent“, außerdem 20 Prozent geringere Investitionen in Produktionsanlagen und eine um 30 Prozent schnellere Fertigung. 1.500 bis 1.800 bis Euro pro Fahrzeug will Hackenberg unterm Strich einsparen. Bei zehn Millionen verkauften Fahrzeugen würden sich alle Einsparungen auf 15 Milliarden Euro pro Jahr summieren – mehr als der Konzern im vergangenen Jahr operativ verdiente.
Aus der Not geboren
Es ist nicht die pure Angriffslust, die Piëch und Winterkorn zu Revolutionären werden lässt. „Die Sache ist auch aus der Not geboren“, sagt ein VW-Manager. Denn die Übernahme von Wettbewerbern in den vergangenen Jahrzehnten hat aus dem Wolfsburger Konzern ein Sammelsurium aus zwölf Automarken gemacht. „Uns bleibt doch groß keine Wahl“, sagt der hochrangige VW-Mann. „Ohne Standardisierung ist das ein nicht wettbewerbsfähiges Durcheinander.“ In Zahlen: Bei Toyota baut ein Mitarbeiter in diesem Jahr rund 30 Autos, bei VW nur 17. Das liegt auch daran, dass VW viele Arbeiten selbst ausführt, die bei Toyota Zulieferer übernehmen, und dass der VW-Konzern andere Autos baut als Tota. Es liegt aber auch an ineffizienterer Produktion. Die Wolfsburger können sich nur am Markt behaupten, weil sie mit ihren starken Marken höhere Preise erzielen.







„Wenn man mit der Beschäftigtenzahl nicht flexibel auf Nachfrageschwankungen reagieren kann, weil die Gewerkschaft im Unternehmen so stark ist, muss man es mit dem Produktionssystem tun können“, sagt der VW-Manager. Hinzu komme die explosionsartige Vermehrung der Komponenten, wenn in den nächsten Jahren neue Antriebstechniken auf den Markt drängten, ob Elektro- oder Hybridantriebe oder die Brennstoffzelle. „Da braucht man Module, aus denen man in kurzer Zeit solche verschiedenen Autos zusammensetzen und schnell produzieren kann.“
Konsequente Weiterentwicklung
Experten attestieren der VW-Strategie, dass sie diese Erfordernisse erfüllt. „Eine konsequente Weiterentwicklung“ der Lean Production von Toyota sei das VW-System, lobt etwa der Produktions- und Logistikexperte Horst Wildemann, Betriebswirtschaftsprofessor an der Technischen Universität München. Die Wolfsburger würden den Hebel an den wichtigsten Stellen ansetzen. Die Kosten ließen sich um 25 Prozent durch Veränderungen am Produkt und zu 15 Prozent durch eine bessere Produktion und Logistik senken. „Rahmenbedingungen wie etwa die Löhne“, sagt Wildemann, „schlagen dagegen nur mit etwa fünf Prozent zu Buche.“
Sogar aus Japan kommt Lob für den VW-Angriffsplan: Der Tokioter Produktionsguru und Toyota-Kenner Takahiro Fujimoto sieht einen „signifikanten Vorteil“ von Volkswagen gegenüber Toyota .
Jedoch: Ein Selbstläufer ist die VW-Strategie nicht. Denn erst einmal müssen Piëch und Winterkorn kräftig investieren. Die Gleichschaltung kostet allein bei der Marke Volkswagen rund 15 Milliarden Euro. Für den Umbau des Stammwerkes in Wolfsburg etwa werden 2,5 Milliarden Euro fällig. Winterkorn hofft, dass die umgestellten Werke die „verursachten Kosten in zwei, spätestens drei Jahren wieder hereingeholt haben.“ Er weiß aber auch: Sollte das nicht klappen, sollte die Strategie scheitern, drohen Deutschlands Autoikone schwere Turbulenzen.
Konter mit der Geiz-Fabrik



Der einstige Revolutionär Toyota hat begonnen, sich gegen den Konterrevolutionär aus Wolfsburg zu wappnen. Die Konzernführung in Toyota-Stadt hat erkannt, dass sich Autos allein über die Tugenden Qualität und Zuverlässigkeit nicht mehr verkaufen lassen. Die Kunden fragen vermehrt auch nach attraktivem Design und begehrten Marken. Hier hat VW mit seiner Markenpalette vom Winzling Up bis zur über 100.000 Euro teuren Porsche-Limousine Panamera einen großen Vorsprung.

Toyota will nun auf neuen Plattformen ähnliche Autos für jeweils drei Weltregionen bauen, die mehr dem dortigen Geschmack entsprechen. So soll es gleiche Fahrzeuge jeweils für Nordamerika und China, Japan und Europa sowie die Schwellenländer geben. Entwickelt werden nur noch drei Fahrzeuggattungen: kompakte Sportwagen mit Hinterradantrieb (wie der neue Flitzer GT 86), Massenmodelle (wie Corolla, Camry) einschließlich Ökowagen (Prius) sowie Nutzfahrzeuge (Vans, Taxen, Kleinlaster).

Wenngleich Kostensenkungen für Toyota nicht im Vordergrund stehen, reizt die Japaner dennoch das Einsparpotenzial der Vereinheitlichung. „Durch einen globalisierten Designprozess lässt sich die Zahl der Plattformen verringern“, betont Produktionsexperte Fujimoto. So will Toyota nach eigenen Angaben die Zahl der Plattformen mit Vorderradantrieb von neun auf fünf senken. Dadurch wächst die Zahl gleicher Teile, die Kosten schrumpfen.
Die Pläne der Japaner
Zugleich planen die Japaner, wie sie selbst sagen, „hypereffiziente“ Werke. Wie die aussehen, lässt sich im ostjapanischen Miyagi bestaunen. Dort steht das Vorbild für die neue Generation der Toyota-Fabriken. Entgegen aller Gewohnheiten stehen die Fahrzeuge hier bei der Montage quer zur Bewegungsrichtung, also Seite an Seite statt Stoßstange an Stoßstange. Dadurch wird die Fertigungsstraße 35 Prozent kürzer und die Fabrik kompakter, die Werker müssen weniger Schritte gehen und sparen Zeit zwischen einzelnen Handgriffen.
In Miyagi gibt es auch keine hoch hängenden Chassis-Oberteile mehr, die auf den Unterboden der Fahrzeuge gesetzt werden. Die Fabrikhalle wird dadurch flacher und preiswerter. Allein die Kosten fürs Heizen und Kühlen schrumpfen um 40 Prozent. Die neue Montagetechnik benötigt nur halb so viele Mitarbeiter und nur die Hälfte der Fläche. Die Investitionskosten für diesen Produktionsabschnitt sinken um die Hälfte.

Die Toyota-Planer zeigen sich in Miyagi wieder einmal vor allem im Detail innovativ. In der Montage verzichten sie zum Beispiel so weit wie möglich auf teure Geräte. Früher wurden Autoteile mit Maschinen oder Förderbändern an die Arbeitspunkte am Band transportiert. In Miyagi werden die Teile in Kisten zusammengestellt, die über schräge Bahnen auf Rollen an ihren Platz rutschen. Durch verkürzte Wege braucht es weniger Schweißroboter, die installiert und programmiert werden müssen. An einigen Stellen nehmen die Arbeiter den Schweißbrenner sogar selbst in die Hand. Auch die Lackiererei hat sich etwas einfallen lassen: Die dritte Farbschicht wird schon aufgetragen, während die zweite noch halb feucht ist. Dadurch wird die Lackierstraße kürzer und braucht ein Siebtel weniger Energie.
Stolperstein Qualität







Dem Volkswagen-Management entgehen die gewaltigen Anstrengungen der Japaner nicht. Die Vorstände um Konzernchef Winterkorn werden deshalb nicht müde, die Belegschaft vor voreiligem Siegesgeheul zu warnen. Man dürfe den japanischen Konzern nur wegen seiner zwischenzeitlichen Qualitätsprobleme nicht vorschnell abschreiben, sagt etwa Entwicklungschef Hackenberg. „Ich glaube, Toyota ist ein hervorragendes Unternehmen mit sehr viel Know-how und Potenzial.“
Für Hackenberg ist Toyota Vorbild und abschreckendes Beispiel zugleich. Weil Toyota seine Massenmodelle weltweit in besonders großen Stückzahlen verkauft, führten einzelne fehlerhafte Teile zu Rückrufaktionen von nie da gewesenem Ausmaß. Ähnliches könnte VW blühen, wenn die Baukastenstrategie weltweit greift.
Winterkorn hat die Qualitätssicherung deshalb zur Chefsache erklärt und fordert von seinen Leuten eine „Kultur der Wachsamkeit“. Die Zahl der Mitarbeiter in der Qualitätssicherung sei massiv aufstockt worden, berichten Insider. Produktionschef Waltl hat sich sogar schon überlegt, wie er bei defekten Zulieferteilen die Zahl der Rückrufe begrenzen kann: Die Zulieferer wissen durch die Just-in-time-Produktion genau, welche Teile sie wann an VW geschickt haben. Diese Daten speichert VW künftig und kann sie, wenn erforderlich, den produzierten Fahrzeugen genau zuordnen. Gibt es Probleme, weiß VW, welche Autos betroffen sind, und muss nicht vorsorglich Millionen Fahrzeuge in die Werkstätten rufen.







Das Beispiel zeigt: Ohne engen Schulterschluss mit den Zulieferern wird das Konzept nicht aufgehen. Immerhin steuern die Lieferanten heute über zwei Drittel des Wertes eines Autos bei. 200.000 neue Stellen könnten durch die Baukastenstrategie bei ihnen entstehen, weil sich die bestellten Mengen drastisch erhöhten, versprach unlängst VW-Entwicklungschef Hackenberg. Allerdings gilt die Rechnung nur für Zulieferer, die die Wolfsburger nach der Umstellung ihres Produktionssystems weiter berücksichtigen. Wer es nicht in den VW-Baukasten schafft, ist raus – weltweit.
Nervöse Lieferanten
Umgekehrt gilt: „Wer drin ist, hat erst mal ausgesorgt“, sagt der Manager eines großen deutschen Komponenten-Zulieferers. Tendenziell dürfte sich die Zahl der VW-Zulieferer eher verringern. Systemlieferanten, die komplette Komponenten wie Getriebe, Klimaanlagen oder Lenkungen fertigen, dürften weniger Probleme bekommen, weil sie für viele Autohersteller arbeiten.
Experten schätzen, dass von den Zulieferern aus der zweiten oder dritten Reihe jedoch etliche auf der Strecke bleiben werden. Entsprechend groß ist die Nervosität bei den Lieferanten. Kaum jemand von ihnen mag sich zu den Plänen von VW äußern. „Da geht es um revolutionäre Änderungen bei einem der größten Autohersteller. Was es da zu klären gibt, regeln wir bilateral“, meint der Manager eines Zulieferers schmallippig.
High-Tech und Spitzenqualität







Der Kugel- und Wälzlagerhersteller Schaeffler im fränkischen Herzogenaurach fürchtet nicht, dass für ihn der Preisdruck durch VW zunimmt. Bei den Teilen, die Schaeffler etwa für die neuen, sparsamen 1,4-Liter-Motoren zuliefert, gehe es vor allem um eine Reduktion von Gewicht, um die Aggregate kleiner und sparsamer zu machen, sagt Wolfgang Dangel, Mitglied des Vorstandes Automotive. „Das erfordert High Tech und Spitzenqualität, und das relativiert für uns den Preisdruck.“
Das sehen die Verantwortlichen beim Reifen- und Elektronikhersteller Continental in Hannover, an dem Schaeffler beteiligt ist, nicht viel anders. „Es steigt die Verantwortung hinsichtlich Qualität und Liefersicherheit, aber auf der anderen Seite erhöhen die größeren Stückzahlen für uns auch Mengenvorteile und Planungssicherheit“, meint Sven-Uwe Niemann, Manager für das Geschäft mit Volkswagen bei Continental. Solche Kostenvorteile kann der Zulieferer dann an den Autohersteller weitergeben.
Die anderen Autobauer werden nachziehen
Hinzu kommt: Sollte es mit dem Baukastenprinzip bei VW keine größeren Probleme geben, dürften über kurz oder lang auch andere große Autohersteller nach ziehen. „Wer sich als Lieferant erfolgreich für den VW-Baukasten qualifiziert hat, verschafft sich damit auch eine gute Ausgangsposition für andere Autobauer“, sagt Continental-Manager Niemann.

Sollte am VW-Wesen am Ende die ganze Autoindustrie genesen? Die deutschen Konkurrenten BMW und Daimler versuchen, den Ball flach zu halten. Effizient produzieren, das können wir auch, heißt es. Doch intern grassiert die Angst, dass vor allem der Rivale Audi dank der wachsenden Verzahnung mit VW und Porsche noch kostengünstiger produzieren kann als heute – und mit kämpferischen Preisen in den Markt geht. Sogar die Marke VW müssen BMW und Daimler im Blick haben, da sie mit kleineren Fahrzeugen (BMW Mini, 1er-BMW, Mercedes A- und B-Klasse) gegen die Wolfsburger antreten.
Technische Gleichschaltung unter der Karosse und in der Produktion, nicht jedoch in der Anmutung der Fahrzeuge – VW-Chef Winterkorn weiß, dass er mit diesem Traum nicht allein steht in der Branche. BMW und Daimler etwa verfolgen ähnliche Strategien. Er könne sich vorstellen, sagt Winterkorn, das erworbene Know-how eines Tages mit anderen Autobauern zu teilen. Noch sei die Zeit dafür aber nicht reif – denkbar sei das „erst in der nächsten Entwicklungsstufe“.